全国招商热线
13373172266
欢迎访问河北芳擎管道制造有限公司网站!
全国招商热线
13373172266

河北芳擎管道制造有限公司
联系人:张经理
手机:13373172266
电话:0317-5128046
QQ:2762797319
地址:河北省沧州市盐山县蒲洼开发区
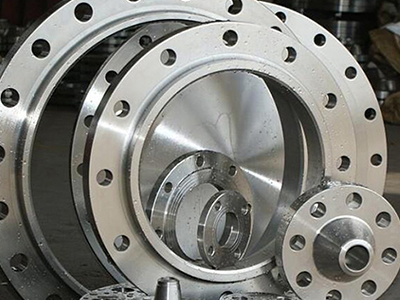
1对焊弯头安装前,应逐根测量管接头并编号。对焊弯头应选用管径差小的管接头。地面接管时,应采用14cm*14cm枕木压平。应尽量减少对钢管的外防腐。
2. 管道敷设前,应对管接头内外防腐层进行检查,合格后方可敷设。当管片由管片组成时,管片的长度和悬挂距离应根据管径、壁厚、外防腐层材料种类和铺管方式确定。吊绳应采用橡胶管套、钢丝绳或粗绳等软质材料,以免损坏钢管外防腐层。弯头起点至接头的距离不得小于管径,且不得小于100mm。用于管接头焊接的焊条应符合设计和规范要求。
3. 清除管内污垢,对管口边缘及焊接接头两侧进行打磨,露出金属光泽,并开坡口。将两根管子的两端对准管子的中心,沿管子圆周方向点焊三处(电焊长约4mm,高约5mm),将两根管子定位。使用层
2-2193mm。焊接弯头焊缝表面光滑,无裂纹、气孔、砂眼等缺陷。
4. 当环境温度低于0℃时,焊接后必须覆盖石棉。焊后清除焊渣。管子找正后检查平整度,在距接口中心200mm处测量,允许偏差1mmm